
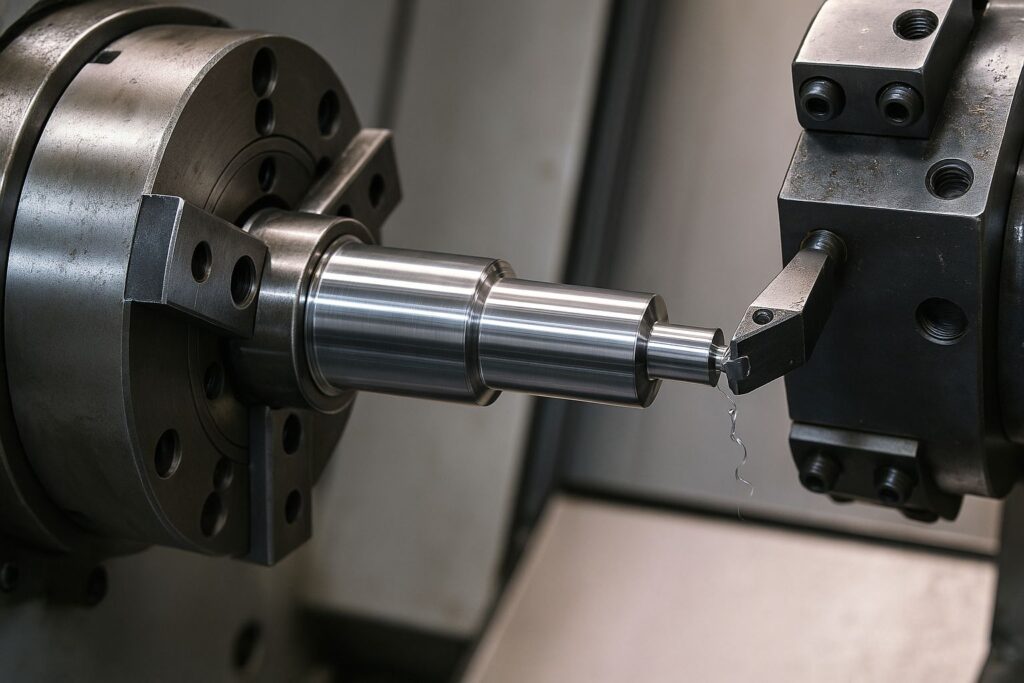
産業機械向けの高精度シャフト部品において、同軸度や真円度のミクロン単位管理が求められていました。
従来の工程では、加工条件や温度変化による寸法ばらつきが課題となっており、安定した品質を維持することが困難でした。
DEMO製造業では、加工条件の最適化と補正制御の導入により、長時間加工でも寸法誤差±2μm以内を実現しました。


課題
産業機械メーカーC社では、スピンドル軸やガイドシャフトなどの高精度軸部品において、加工中の熱変位や工具摩耗による真円度のばらつき(最大8μm)が問題となっていました。
検査段階での不合格率が高く、再研磨や再加工によるコスト増加が課題でした。
アプローチ
DEMO製造業では、加工環境と条件の両面から制御するアプローチを採用。
切削条件の再定義と、温度ドリフト補正付きのNCプログラムを設計しました。
さらに、工具寿命データベースを構築し、摩耗補正量を自動適用することで、
長時間運転時の寸法安定性を確保しました。
STEP1
加工温度・切削負荷・工具摩耗をモニタリングし、誤差要因を特定。
STEP2
切削条件(送り量・主軸回転数)を統計的に最適化し、熱変位補正ロジックを導入。
STEP3
仕上げ工程における補正量を自動反映し、寸法誤差のリアルタイム補正を実現。
成果
工程安定化と制御ロジックの導入により、歩留まりと再現性が大幅に改善しました。
改善前
改善後
改善率
真円度誤差
最大8μm
最大2μm
約75%削減
同軸度誤差
±5μm
±2μm
約60%削減
不良率
5%
0.5%
約90%削減
加工リードタイム
6時間/ロット
4.5時間/ロット
約25%短縮
プロジェクト体制
| 役割 | 担当部門 | 主な内容 |
|---|---|---|
| 主担当 | 加工・製造事業 | 高精度切削条件の設計・補正制御導入 |
| 技術協力 | 製造設計・工程最適化事業 | 加工温度・工具摩耗の統計分析と最適化 |
| 品質管理 | 開発・設計支援事業 | 寸法データの収集と公差管理の検証 |
お客様の声
高精度シャフトの加工は、熟練者の経験に頼っていましたが、データに基づく補正制御の導入で、再現性の高い品質が得られました。
現在では他ラインでも同様の制御ロジックを展開しています。
お客様情報
| 業種 | 産業機械メーカー |
| 所在地 | 関西地方 |
| 規模 | 従業員 約400名(国内3拠点) |